Wire EDM Services
Precision wire electrical discharge machining for aerospace, medical, defense, and industrial applications requiring tight tolerances and complex geometries.

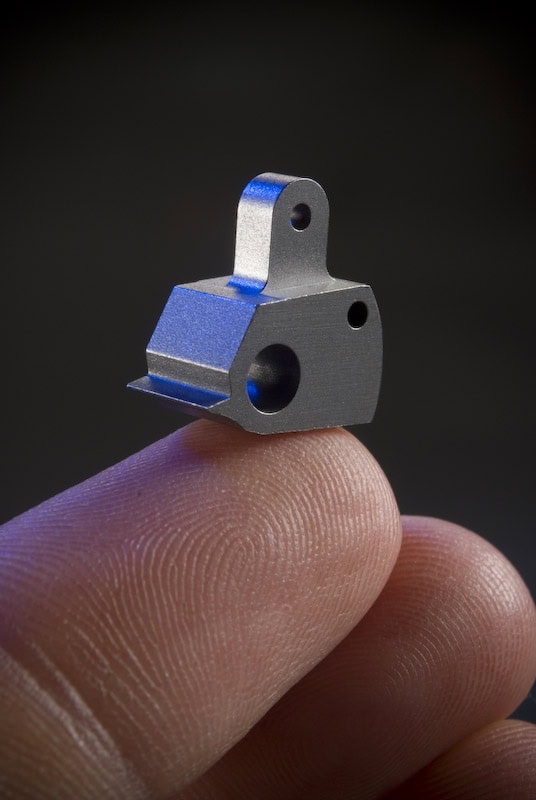
Wire EDM (Electrical Discharge Machining) uses a continuously fed wire electrode to precisely cut conductive materials without mechanical force.
This process allows for extremely tight tolerances, sharp internal corners, and complex geometries that are not achievable through traditional machining methods.
It is ideal for hardened steels, titanium, carbide, and exotic alloys used in aerospace, defense, and medical manufacturing.
The process ensures burr-free edges and eliminates thermal distortion, making it ideal for precision-critical components.
Capabilities
- Ultra-tight tolerance cutting
- Complex 2D and 3D geometries
- Hardened material machining
- Precision internal corner features
- Prototype and production runs
Advantages
Wire EDM produces highly accurate parts without tool pressure or mechanical deformation.
It is ideal for industries requiring repeatability, consistency, and complex precision geometries.
Wire EDM Capabilities
| Specification | Wire EDM |
|---|---|
| Max. Material Thickness | 20″ (508 mm) |
| Max. Part Length | 36″ (914.4 mm) |
| Max. Part Width | 24″ (609.6 mm) |
| Taper Angle | 45° |
| Min. Internal Corner Radius | .0025″ (.064 mm) |
| Wire/Electrode Diameter | .004″–.012″ |
| Wire/Electrode Materials | Brass Copper Zinc-coated |
| Tolerances (+/-) | +/-.0001″ |
| Equipment Capabilities | Auto-threading Unattended run Five-axis CNC Stacked parts machining Temperature control |
Why Choose New Jersey Precision Technologies?
- 40+ EDM machines in-house
- Aerospace, defense, medical experience
- ISO-certified precision manufacturing
- Fast turnaround production capability
New Jersey Precision Technologies is a leader in Wire EDM manufacturing with decades of experience delivering high-precision components.
From prototype development to full production, NJPT ensures accuracy, reliability, and consistency across every project.
Ready to discuss your precision machining needs? Please contact NJ Precision Technologies by phone at 1.800.409.3000, fax at 1.800.409.3022 or email at sales@njpt.com.
Visit our introductory pages for Wire EDM, Small Hole EDM and Sinker EDM more information on the EDM process.